




Основные результаты работы
Основными направлениями исследований, проводимых научно-педагогическим коллективом «Совершенствование процессов автоматизированной механической обработки на основе оптимизационных решений» являются:
1. Исследование влияния параметров модуляции скорости резания на подавление автоколебаний при лезвийной механической обработке
Цель проекта: создание простого и удобного вычислительного инструмента для оценки виброустойчивости процессов точения и торцового фрезерования с модуляцией скорости резания
Срок реализации проекта: 2019г. – 2020г.
Научный руководитель: Пятых Алексей Сергеевич
Команда проекта:
- Пятых Алексей Сергеевич
- Свинин Валерий Михайлович
- Савилов Андрей Владиславович
- Родыгина Альбина Евгеньевна
- Тимофеев Сергей Анатольевич
- Николаев Андрей Юрьевич
- Панин Максим Александрович
- Шутенков Антон Владимирович
- Лановой Дмитрий Алексеевич
- Ушаков Владислав Александрович
Аннотация проекта: При механической обработке заготовок на интенсивных режимах резания или недостаточной жесткости технологической системы, в ней могут возбуждаться автоколебания, резко ухудшающие точность и качество обработанной поверхности, стойкость инструмента, ресурс оборудования, эргономические показатели условий труда, производительность и себестоимость обработки. Традиционные способы подавления автоколебаний, такие как повышение жесткости слабых элементов технологической системы, изменение геометрии лезвий, схемы и параметров режима резания возможны не во всех случаях обработки либо приводят к снижению её производительности. Поэтому создание эффективных способов управления автоколебаниями с целью их подавления представляет актуальную задачу машиностроения. В последние годы для решения этой задачи в мировой практике успешно используют модуляцию скорости резания при точении и фрезеровании. Однако вопрос выбора параметров модуляции скорости резания оказался изученным недостаточно. Их поиск обычно выполняют опытным путем, что весьма трудоемко. Поэтому целью проекта является создание простого и удобного вычислительного инструмента для оценки виброустойчивости процессов точения и торцового фрезерования с модуляцией скорости резания, с помощью которого на этапе технологической подготовки производства можно оперативно выбрать оптимальные значения параметров модуляции скорости резания для эффективного подавления автоколебаний.
Перечень подразделений ФГБОУ ВО «ИРНИТУ», задействованных в реализации проекта: НИЛ технологии высокопроизводительной механической обработки
Используемое научное оборудование:
- Вихретоковые преобразователи АЕ080;
- Модуль АЦП-ЦАП ZET230;
- Динамометрический комплекс Kistler;
- Модульный лазерный виброметр Polytec;
- Оптический профилометр Bruker Contour GT-K1
- Прибор для измерения режущего инструмента Zoller Genius 3;
- Профилометр Taylor Hobson Form Talysurf i200;
- Робототехнический комплекс на базе Fanuc M 710 iC/50 и DMG DMU80P DuoBlock;
- Тепловизионная камера Flir SC7000M;
- Токарный обрабатывающий центр DMG NEF400.
2. Исследование и разработка процессов лезвийной механической обработки деталей машин на высокопроизводительном оборудовании. Научный руководитель к.т.н., доцент Савилов А.В.
Работы выполняются на базе НИЛ «Технологии высокопроизводительной механической обработки».
Разработаны и внедрены на Иркутском авиационном заводе (ИАЗ) – филиале ПАО «Корпорация «Иркут» технологии высокоскоростной и высокопроизводительной механообработки деталей силового каркаса летательных аппаратов, обеспечивающих снижение машинного времени обработки деталей не менее чем в 1,5 раза. В рамках хоздоговоров с ИАЗ созданы технологические рекомендации на основе результатов экспериментального исследования влияния режимов и условий обработки на производительность и качество поверхности деталей. Рекомендации также содержат результаты модального анализа, выполненного для определения вибрационных параметров инструментальных наладок, учитываемых при расчете режимов резания.
На базе НИЛ «Технологии высокопроизводительной механической обработки» также проводятся исследования и испытания режущего инструмента по заказам ИАЗ, по результатам которых совместно с конструкторским бюро инструмента отдела механической обработки ИАЗ выполняется оптимизация конструктивных и геометрических параметров режущих инструментов. Это позволяет добиться снижения расходов на режущий инструмент от 2-х до 5-и раз за счёт замены импортных инструментов на аналоги, изготавливаемые на ИАЗ. Разработаны и внедрены на ИАЗ оригинальные конструкции фрез для черновой и чистовой обработки авиационных деталей из титановых и алюминиевых сплавов (Патент на изобретение №25007038 Фреза концевая для обработки труднообрабатываемых материалов). Разработана технология, позволяющая изготавливать данные фрезы на уровне мировых стандартов.
Использование разработок подтверждено актом внедрения результатов научно-исследовательских, опытно конструкторских и технологических работ по теме «Разработка и совершенствование технологии механической обработки типовых авиационных деталей» от 09.11.2016.


Экспериментальные исследования процессов механообработки


Фреза концевая для обработки труднообрабатываемых материалов
3. Создание комплексной системы автоматизированного проектирования технологического процесса обработки пространственно сложных поверхностей на многокоординатных фрезерных станках с ЧПУ на основе оптимизационных решений. Научный руководитель, д.т.н., профессор Пономарев Б.Б.
На основе существующих математических приемов теории аффинных отображений, дифференциальной геометрии, кластерного анализа, теории обработки изображений, математической морфологии разработан математический аппарат, использование которого обеспечивает повышение производительности формообразования скульптурных поверхностей на фрезерных станках с ЧПУ.
Разработана методика оценки локальной и глобальной фрезеруемости поверхности, предложен метод выбора формы и размера режущего инструмента для области технологического перехода. Параметрическим и кластерным методом с использованием дискретной модели или двухмерного полутонового растрового изображения поверхности детали решена задача оптимизации границ обработки её отдельных областей режущим инструментом одного типоразмера. Разработан программный модуль OptiMILL оптимизации границ обработки областей деталей, содержащих скульптурные поверхности. Разработана тестовая деталь, позволяющая объективно и всесторонне оценить эффективность процесса обработки скульптурных поверхностей по критерию производительности в пределах каждого технологического перехода: длины траектории инструмента, времени обработки, количеству подъемов фрезы и площади обработанной поверхности.
Разработаны алгоритмы построения инструментальных поверхностей для формообразования плоскостей, скульптурных и линейчатых поверхностей в пределах рассчитываемых границ. Предложено решение, позволяющее минимизировать комплект режущих инструментов для формообразования плоских и скульптурных областей деталей, имеющих сложные поверхности. По «вписываемости» инструментов, содержащихся в базе данных предприятия, в рассчитанные инструментальные поверхности и сравнению степени их корреляции разработан метод анализа инструментообеспечения производства. Создан программный комплекс OptimTooling профилирования инструментальных поверхностей фрез. Эффективность использования системы OptimTooling совместно с существующими программами-векторизаторами и CAM-системами позволяет повысить производительность фрезерования в 1,09-1,34 раза.
С применением точечного описания геометрии детали разработана математическая модель минимизации холостых перемещений при смене обрабатываемого участка и оптимизации последовательности обработки отдельных участков, что позволяет определить наивыгоднейший маршрут инструмента при обработке отдельных участков фрезой одного типоразмера. На основе созданного математического аппарата разработан программный модуль Optiuncutmove оптимизации последовательности выполнения технологических переходов, работоспособность которого подтверждена экспериментально. За счет оптимизация последовательности выполнения технологических переходов вспомогательное время без потери качества сокращается на 8,8%.


Тестовая CAD-модель и её обработка на станке с ЧПУ
4. Обеспечение динамической устойчивости процессов механической обработки деталей машин. Научный руководитель, д.т.н., профессор Свинин В.М.
Работы выполняются на базе НИЛ «Технологии высокопроизводительной механической обработки».
Лезвийная обработка заготовок на интенсивных режимах резания, характерных для современного высоко производительного оборудования, требует обеспечения динамической устойчивости технологической системы. Возбуждение автоколебаний приводит к потере точности и качества обработанной поверхности, снижению стойкости инструмента и долговечности станка, препятствует повышению производительности обработки. Известные традиционные способы гашения автоколебаний не всегда и не в полной мере позволяют решить эту проблему. Поэтому создание новых подходов в борьбе с автоколебаниями является весьма актуальным для всех отраслей машиностроения, особенно при изготовлении точных ответственных деталей.
Одним из таких подходов является подавление механизма регенерации автоколебаний, возникающего при срезании волнообразного следа на поверхности резания. Подавляющим большинством ведущих отечественных и зарубежных ученых – специалистов в области резания металлов признанно, что механизм регенерации служит основным и наиболее мощным энергетическим источником поддержания и развития автоколебаний. Устранение этого источника возможно путем принудительного изменения самоустанавливающегося фазового сдвига автоколебаний относительно колебаний вибрационного следа. Вследствие самоорганизации процесса резания этот фазовый сдвиг самопроизвольно и независимо от начальных условий принимает значение на уровне около +90° или, говоря иначе, текущие автоколебания технологической системы опережают колебания следа примерно на четверть волны. Принудительный сдвиг фазы автоколебаний создается при работе инструментами с непостоянным шагом зубьев или использовании периодически изменяемой (модулированной) скоростью резания.
Научным коллективом под руководством д.т.н., профессора В.М. Свинина исследования ведутся в обоих этих направлениях. Создана стройная теория регенеративных автоколебаний при лезвийной механообработке. Предложен ряд конструкций инструментов с произвольным регулированием шага зубьев. Разработаны конструкции инструментов и технологической оснастки, позволяющие модулировать скорость резания с требуемыми частотой и глубиной. В последнее время для модуляции скорости резания используют возможности систем ЧПУ станков. Найденные технические решения научно обоснованы и прошли широкую экспериментальную проверку, доказав высокую эффективность подавления автоколебаний. Часть этих технических решений запатентована (Авторское свидетельство СССР № 1646708, Патенты РФ №№ 2212311 и 2283730). По результатам выполненных исследований защищены 1 докторская, 2 кандидатские и 8 магистерских диссертаций, а также более 20 ВКР специалитета и бакалавриата.

Расточная головка с произвольным регулированием шага зубьев для гашения автоколебаний
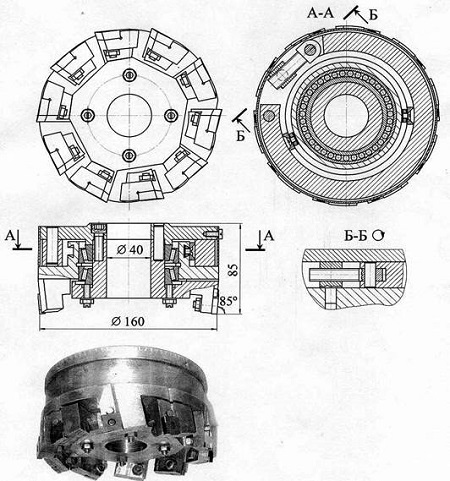
Виброустойчивая двухвенцовая торцовая фреза

Обработанная поверхность при растачивании многозубой головкой с равномерным шагом зубьев (режим автоколебаний) и с неравномерным шагом зубьев (автоколебания подавлены)
5. Повышение эффективности обработки крупногабаритных деталей из авиационных материалов. Научный руководитель к.т.н., доцент Балла О.М.
Разработка методов и средств интенсификации режимов фрезерования крупногабаритных заготовок из авиационных материалов. Исследование способов и средств уменьшения нагрузок на технологическую систему без снижения режимов фрезерования. Разработка методик проектирования специальных и специализированных фрез обеспечивающих интенсификацию режимов фрезерования. Разработка стратегий чистовой обработки нежестких конструктивных элементов деталей.
Научно-педагогический коллектив «Совершенствование процессов автоматизированной механической обработки на основе оптимизационных решений» участвовал в выполнении по заказу ПАО «Научно-производственная корпорация «Иркут» двух проектов в рамках постановления Правительства России от 09.04.2010 № 218 «О мерах государственной поддержки развития кооперации российских высших учебных заведений и организаций, реализующих комплексные проекты по созданию высокотехнологичного производства». В рамках указанных проектов были выполнены следующие НИОКТР:
- «Технология высокоскоростной и высокопроизводительной обработки силовых деталей каркаса». Дополнительное соглашение № 7 к Договору № 334/10 от 27.08.2010 г. по теме: Объем финансирования 43 000 000 руб.
- «Оптимизация конструктивных и геометрических параметров режущих инструментов для обработки авиационных деталей». Дополнительное соглашение № 8 к Договору № 334/10 от 27.08.2010 г. по теме: Объем финансирования 10 000 000 руб.
- «Разработка и совершенствование технологии механической обработки деталей изделий авиационной техники на высокопроизводительном оборудовании». Дополнительное соглашение № 1 к Договору № 389/12 от 15.11.2012 г. по теме: Объем финансирования 36 860 000 руб.
- «Разработка и внедрение прогрессивных конструкций и технологий изготовления режущих инструментов для обработки авиационных деталей». Дополнительное соглашение № 7 к Договору № 389/12 от 15.11.2012 г. по теме: Объем финансирования 14 700 000 руб.
Ответственным исполнителем данных являлся научный руководитель НИЛ «Технологии высокопроизводительной механической обработки» Савилов А.В.
