В научно-исследовательской лаборатории ИРНИТУ «Технологии высокопроизводительной механообработки, формообразования и упрочнения деталей машин» созданы реальные производственные условия. Лаборатория, оснащенная уникальным исследовательским и технологическим оборудованием, входит в Центр коллективного пользования ПАО «Корпорация «Иркут» и университета «Прогрессивные технологии авиамашиностроительного производства». ЦКП был создан для эффективного выполнения двух масштабных проектов в рамках Постановления Правительства РФ N 218 (кооперация вузов и предприятий). Авиапроизводитель поставил перед сотрудниками университета совершенно новую задачу – разработать технологию обработки отверстий в смешанных пакетах «композит-титан». Таким образом, опыт по работе с композиционными материалами ИРНИТУ и Корпорация «Иркут» наращивают с нуля. Совместно с Иркутским авиазаводом вуз сформировал исследовательский комплекс, сотрудничество в этом направлении продолжается.

Руководитель опытного участка по обработке композиционных материалов для авиационной промышленности Юрий Иванов отмечает, что разработка данной технологии является одной из самых актуальных в перечне критических технологий российского авиапрома. Титановые сплавы и композиционные материалы различаются по своим свойствам, поэтому сложно подобрать оптимальный инструмент, оборудование и режимы резания. Основным методом для сборки композитных обшивок и панелей с металлическими элементами каркаса остаются болтовые и заклепочные соединения. При этом очень важно качество выполнения отверстий под крепежные элементы. Чтобы минимизировать погрешности, композитные и металлические элементы планера, как правило, сверлят совместно в пакете.
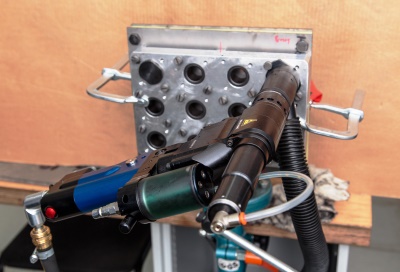
Сотрудники Иркутского авиазавода (начальник лаборатории механообработки Дмитрий Астахов, начальник КБ технологического отдела механообработки Евгений Каверзин, инженер-технолог Евгений Галецкий) предоставили для испытаний сверлильные машинки и конструктивно подобные образцы, изготовленные из того же материала, из которого будет выполнено крыло самолета, бортовая нервюра, стыковочные пояса.
 По информации начальника лаборатории механообработки ИАЗ Д. Астахова, в ходе конкурсного отбора по результатам испытаний будет выбран оптимальный вариант по качеству, цене и стойкости инструмента. В настоящее время испытывается инструмент (сверла, зенкеры, развертки) немецкой компанией MAPAL.
По информации начальника лаборатории механообработки ИАЗ Д. Астахова, в ходе конкурсного отбора по результатам испытаний будет выбран оптимальный вариант по качеству, цене и стойкости инструмента. В настоящее время испытывается инструмент (сверла, зенкеры, развертки) немецкой компанией MAPAL. Отметим, что ИАЗ и ИРНИТУ имеют успехи по изготовлению собственного инструмента. В 2015 году получен патент РФ на сверло для обработки отверстий в смешанных пакетах. Между тем, при производстве самолета нельзя рисковать и рассматривать единственный сценарий. Когда будут проведены измерения, проведен анализ, то возможны варианты – сверла собственного производства, развертки импортные, или наоборот.
«Наша цель - проектировать свой осевой инструмент и обеспечивать им завод. Однако важно подчеркнуть, что ранее на заводе подобные композиционные материалы никогда не обрабатывали. Мы являемся пионерами в этом деле и понимаем уровень своей ответственности.
На Иркутском авиазаводе нет такой лабораторной базы, как в ИРНИТУ, чтобы можно было без вреда для текущего производства просверлить отверстия и сразу провести необходимые измерения на высокоточном оборудовании. В университетской лаборатории все компактно и удобно. Научные сотрудники вуза активно нам помогают. Они тестируют инструмент и составляют протоколы испытаний. Нам надо проверить возможности сверлильных машин и инструмента от разных производителей. Первичные результаты по стойкости (сколько отверстий можем просверлить одним сверлом) уже есть, а более подробные измерения и сравнения конкурирующих вариантов требуют времени.

В ходе испытаний в лаборатории ИРНИТУ мы набираемся опыта, чтобы затем научить своих рабочих, мастеров на производстве более эффективно отрабатывать режимы резания и другие процессы»,- подчеркнул начальник лаборатории механообработки ИАЗ Д. Астахов.
По словам технолога компании MAPAL Александра Фолленбайдера, в техническом задании ИАЗ прописано качество отверстий, стойкость инструмента и другие параметры. Если MAPAL выполнит все пункты техзадания, то имеет шанс стать поставщиком инструмента, по крайней мере, для первой партии самолета МС-21. В России MAPAL работает с предприятиями «АэроКомпозит-Ульяновск» и «Авиастар-СП».

«Наша компания имеет большой опыт по изготовлению инструмента для автопрома и авиационной отрасли. MAPAL заинтересован развивать сотрудничество с Иркутским авиазаводом. Для задач, которые необходимо решить на ИАЗ, мы специально спроектировали целый комплекс инструментов. Для нового самолета МС-21 мы предлагаем наши самые последние технические разработки.
Признаюсь, что сверление очень крупного пакета без применения смазочно-охлаждающей жидкости (СОЖ) или других средств для охлаждения - весьма сложное и почти нереальное дело. Сейчас мы вместе с молодыми сотрудниками вуза и технологами ИАЗа работаем только с охлаждением воздухом, и, таким образом, решаем уникальную задачу по связке крыла с центропланом. И если в ходе испытаний мы достигнем положительного результата, то МС-21 станет первым самолетом, где применено подобное сверление», - сказал А. Фолленбайдер.
Как уточнил руководитель опытного участка по обработке композиционных материалов для авиационной промышленности Ю. Иванов, подобную задачу решают и сотрудники ЗАО «АэроКомпозит» (г. Ульяновск). Стык каждой консоли крыла с центропланом содержит
 около 400 отверстий, половина из которых обрабатывается на ЗАО «АэроКомпозит», а другая половина на ИАЗе непосредственно в процессе стыковки.
около 400 отверстий, половина из которых обрабатывается на ЗАО «АэроКомпозит», а другая половина на ИАЗе непосредственно в процессе стыковки.«Классическая многоступенчатая технология обработки предполагает, что отверстие сначала выполняется сверлом, затем обрабатывается зенкером, а завершает работу развертка, чтобы достичь требуемого качества. Таким образом, на одно отверстие тратится около 10 минут машинного времени. Мы бьемся над тем, чтобы получить необходимый размер и шероховатость при приемлемой трудоемкости, исключая обработку зенкером, а в дальнейшем и обработку разверткой. Стойкость инструмента при этом должна достигать не менее 30 отверстий», - рассказал Ю. Иванов.


Кроме Ю. Иванова, от ИРНИТУ в испытаниях принимают участие аспирант Николай Чащин, магистранты Антон Стуров и Юрий Гнездилов.